|
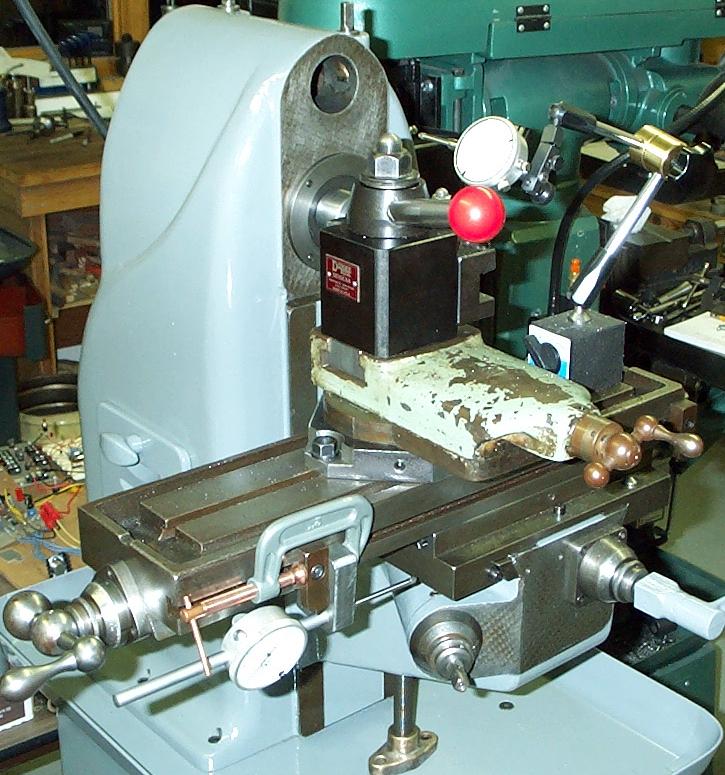
This page describes a Vernon #0 horizontal milling machine that I have renovated and improved.
The machine is essentially the same design as the later-produced Sheldon #0 mill.
I believe that Sheldon purchased Vernon's mill design, along with the that of a 12" shaper,
around 1939. Sheldon did make some improvements to the design, particularly to the variable
speed adjustment mechanism.
Here are a couple of pictures of it showing its initial condition which were taken by the party from whom I purchased it.


I believe that my machine was originally used in a school shop; one of the nameplates on it
referred to a school district.
It seems to have suffered the abuse that a machine in that environment would be expected to see.
In particular, the taper on its B&S #9 arbor was significantly marred with evidence of aggressive use of
vise grips, probably in an effort to loosen the left-hand thread arbor nut.
This fact led me to undertake the effort to refit the machine with an R-8 spindle.
Since I also have a vertical mill with an R-8 spindle, this is an economical choice since
I can share tooling between the machines.
Instead of modifying the existing spindle, I chose to fabricate a new spindle from scratch.
For this purpose, I selected some 1.500" 12L14 stock of suitable length.
The spindle's largest diameter, where the arbor enters the spindle, is actually 1.750" for a
length of an inch and a half or so.
Instead of starting with a larger piece and turning most of it down to the smaller diameter,
I chose to add the larger piece on using a press fit, welding it and then turning down the
weld bead.
Because my lathe's spindle, on which the arbor was fabricated, only has a 1.500" through hole
fabricating the spindle in two pieces made the process simpler.
This was particularly so for drilling the through hole which had to be done from both ends since
I don't have a bit that could drill the entire 15" length in one pass.
A picture of the original B&S #9 spindle may be seen here along
with the bit used to drill the through hole.
The Vernon's spindle rides in a pair of Timken tapered roller bearings so I decided to machine
both bearing seats on the spindle in a single setup in order to get the best concentricity.
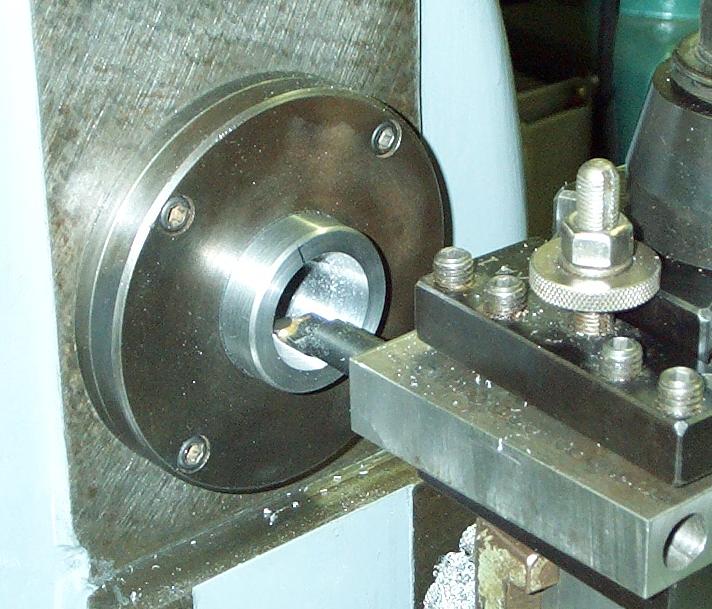
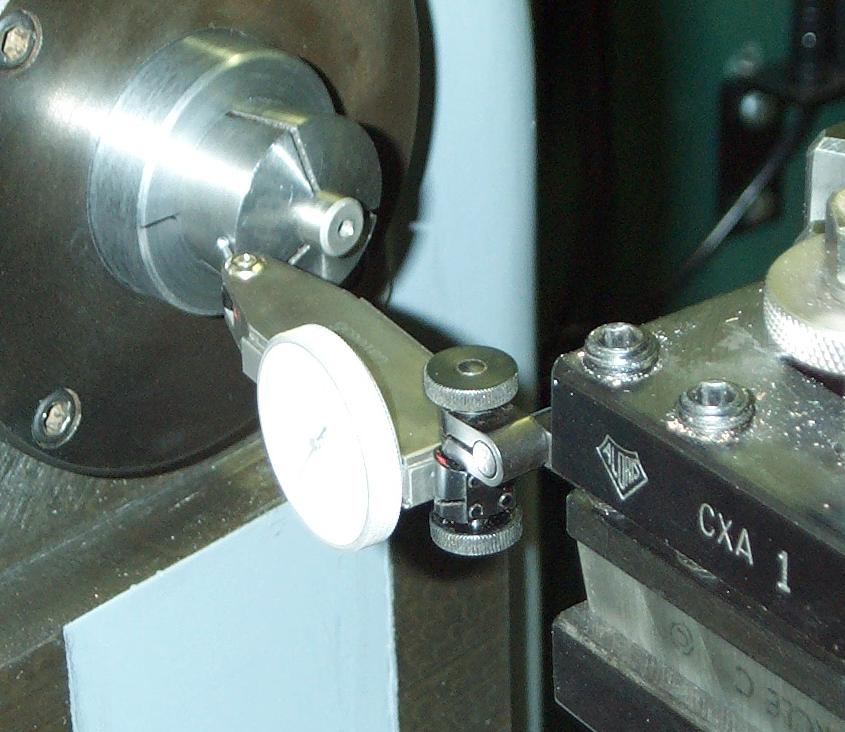
I decided to do the final machining on the R-8 taper bore with the spindle installed; the
theory being that machining "in situ" would provide the greatest accuracy.
To facilitate the finish machining, I acquired the compound from a 14" South Bend lathe
and fabricated a plate for mounting the compound on the mill's table.
I then used the Dorian CXA toolpost from my lathe to hold the various tools required for the finish machining.
Pictures of the setups for the final bore operations appear below.
| 










{kind=link}